常見問題
新聞動態
- 鍍鋅Z型鋼現貨規格有哪些
- 沖孔Z型鋼來樣定制價格
- 鍍鋅c型鋼沖孔來樣定制
- 現貨沖孔C型鋼價格
- 鍍鋅c型鋼定制商家
- 鍍鋅Z型鋼加工方式
- 分享:鍍鋅Z型鋼各種打孔方式
- 鍍鋅C型鋼最新報價分析
- 消除h型鋼火焰切割缺陷的影響因素
- C型鋼切割超高壓水切割的優點
聯系我們
郵箱:648626788@qq.com
手機:15615948619
電話:0635-8819339
地址:山東省聊城市高新區九州街道華碩路1號院內2號廠房東區
常見問題
松原鍍鋅C型鋼激光加工燒邊問題處理方法
作者:源達旺小編 發布時間:2021-07-22 09:36:03 來源:wpjv.com.cn點擊:
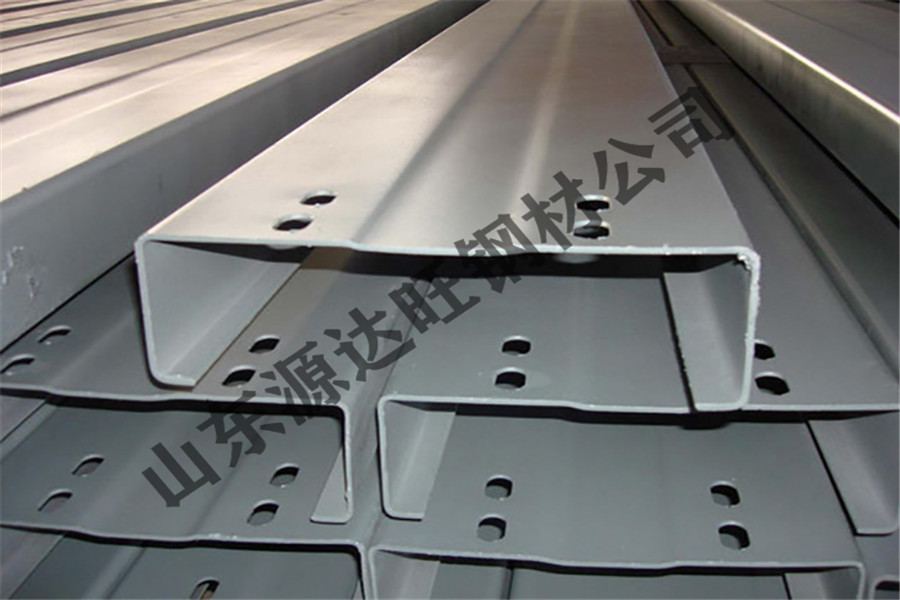
[本文導讀]:激光加工鍍鋅C型鋼 時,會出現燒邊和夾渣,不僅影響產品的精度和美觀,還會降低產品的質量,給企業帶來很大的經濟損失。那么如何有效地避免和處理這個問題呢?山東源達旺型鋼商
...
激光加工鍍鋅C型鋼時,會出現燒邊和夾渣,不僅影響產品的精度和美觀,還會降低產品的質量,給企業帶來很大的經濟損失。那么如何有效地避免和處理這個問題呢?山東源達旺型鋼商家在這里普及激光加工解決燒邊的知識。
鍍鋅C型鋼激光加工燒邊原因分析

鍍鋅C型鋼激光器在加工鈑金時會產生大量熱量。在正常情況下,產生的熱量會沿著加工后的金屬板中的切縫擴散,使其充分冷卻。在小孔金屬激光加工中,孔外可以充分冷卻,但單孔內小孔散熱空間小,熱能過于集中,容易造成燒傷、夾渣等.另外,在厚板中,材料表面堆積的熔融金屬和鉆孔時產生的熱量堆積,會使輔助氣流湍流,熱量輸入過多,造成過熱。
解決方案
1、沖孔C型鋼激光過熱的解決方法:在以氧氣為輔助氣體的碳鋼中,解決問題的關鍵在于如何抑制發熱氧化反應。鉆孔時可使用輔助氧氣,涂層后切換為輔助空氣或氮氣。這種方法可以加工厚達1/6 的小孔。低頻脈沖工況和高最大輸出功率具有減少發熱的特點,有助于優化工況。在單脈沖激光束條件下,高能量強度和低頻條件下的高峰值輸出可以有效減少鉆孔過程中熔融金屬在材料表面的堆積,有效抑制熱輸出。
2、鋁合金和不銹鋼激光解決方案:在這種材料加工中,使用的輔助氣體是氮氣,中間不會出現燒邊現象。但由于小孔內物料溫度較高,內渣現象會更加頻繁。一個有效的解決辦法是增加尾吹氣的壓力,將條件設置為高峰值低頻率輸出的脈沖條件。使用空氣作為尾吹氣時,與使用氮氣時相同。不會發生過度燃燒,但底部容易出現爐渣。條件應設置為高尾吹氣壓力、高峰值輸出和低頻脈沖條件。
免責聲明:部分文章信息來源于網絡以及網友投稿,本網站只負責對文章進行整理、排版、編輯,是出于傳遞
更多信息之目的,并不意味著贊同其觀點或證實其內容的真實性,如本站文章和轉稿涉及版權等問題,請作者在及時聯系本站,我們會盡快處理。標題:松原鍍鋅C型鋼激光加工燒邊問題處理方法?????地址:http://wpjv.com.cn/cjwt/302.html
相關資訊
-
2024-02-27鍍鋅c型鋼沖孔來樣定制
-
2024-01-08分享:鍍鋅Z型鋼各種打孔方式
-
2022-12-01C型鋼切割超高壓水切割的優點
-
2022-11-17如何切割不同厚度的H型鋼
-
2022-11-10鍍鋅H型鋼切割中激光切割的要點是什么?
-
2022-09-23h型鋼切割使用要點
相關產品