- 鍍鋅Z型鋼現(xiàn)貨規(guī)格有哪些
- 沖孔Z型鋼來樣定制價格
- 鍍鋅c型鋼沖孔來樣定制
- 現(xiàn)貨沖孔C型鋼價格
- 鍍鋅c型鋼定制商家
- 鍍鋅Z型鋼加工方式
- 分享:鍍鋅Z型鋼各種打孔方式
- 鍍鋅C型鋼最新報價分析
- 消除h型鋼火焰切割缺陷的影響因素
- C型鋼切割超高壓水切割的優(yōu)點
郵箱:648626788@qq.com
手機:15615948619
電話:0635-8819339
地址:山東省聊城市高新區(qū)九州街道華碩路1號院內(nèi)2號廠房東區(qū)
煉鋼連鑄大包在向中間包澆注鋼水的過程
出鋼前,當鋼包停止烘烤,關(guān)閉滑動水口后,利用投擲法或加砂器向上水口內(nèi)加入引流劑,主要是防止鋼水進入上水口內(nèi)部而凝結(jié),當滑板開啟,引流劑下落后鋼水隨之流下,達到“自動開澆”的目的。引流劑應(yīng)該具備的條件如下:一是引流劑密度大,熔點高、顆粒間不易燒結(jié),高溫下體積穩(wěn)定;二是引流劑外形為球形,顆粒度力求一致,粒度適中均勻,細粉含量越少越好;三是自然堆角越小越好,流動性能良好,表面光滑便于充填和散落;四是引流劑有較大的界面張力,防止鋼液滲透;五是引流劑在高溫下對鋼水和熔渣具有良好的抗侵蝕性;六是引流劑使用前要求水分在0.5%,現(xiàn)場需要進行烘干,在鋼包容量不同時,引流劑的品種也不同,有時也受到冶煉時間和鋼種的成分影響,所以自開率也有所不同。有的廠家使用1410℃煅燒的鉻礦顆粒、軟質(zhì)黏土粉配置的鉻質(zhì)引流劑;有的使用碳化硅和石英作為引流劑。
生產(chǎn)現(xiàn)狀
某鋼廠鋼包自開率在85%~90%之間,低于正常要求的95%標準。鋼包自開率低,不自開時必須燒眼,但這種方式對水口的損毀比較嚴重,且在澆注過程中易使鋼流發(fā)散,使鋼水氧化,增加了金屬氧化物,影響了鋼水質(zhì)量,亦妨礙了多爐連澆及異鋼種連澆間的順利銜接,不利于連澆爐數(shù)的提高,中間包的正常使用也受到影響,有時中間包處于低液面澆鑄時,容易造成安全隱患。
引流劑是以南非鉻礦、河沙和外加劑均勻混合而成,分為鋯質(zhì)、鉻質(zhì)、硅質(zhì)等多種型號的系列產(chǎn)品,主要應(yīng)用于鋼包、精煉包。根據(jù)各鋼廠不同工藝工況選用適當產(chǎn)品。
問題研究
對于自開率低的現(xiàn)狀,該廠技術(shù)人員一方面積極和供應(yīng)商進行聯(lián)系共同分析原因,同時結(jié)合其他鋼廠的現(xiàn)狀,找出具體的整改措施。經(jīng)過1個月的探討和分析,總結(jié)出主要是以下原因造成自開率低:
一是引流劑的質(zhì)量不好,主要有以下幾個方面:
(1)燒結(jié)層厚度過大,強度過高,鋼水的靜壓力不能使其破碎。
(2)引流劑粒度和耐火度配合不好,鋼水滲透進入引流劑顆粒中,使引流劑部分熔化和燒結(jié),在水口中形成強度很大的鋼-砂混合凝固層,堵塞水口無法自開。
(3)引流劑的顆粒本身有棱角,在水口中形成“架橋”現(xiàn)象,其流動性差,打開滑板后不能自然墜落。
二是鋼包澆鋼完畢需進行翻包倒渣操作,但是生產(chǎn)中發(fā)現(xiàn)鋼包內(nèi)仍有渣(渣鋼、渣塊)殘留。由于包口處溫降較大,殘渣易硬結(jié),當包口殘渣處理不及時,多次使用導致包口處硬結(jié)大量鋼渣,給翻包倒渣操作帶來困難,致使包內(nèi)殘渣余量過大,同時鋼包側(cè)立面熱修后,在從側(cè)立面翻轉(zhuǎn)到正立面的過程中,由于振動較大,包口渣塊易滾入水口中 ,堵塞水口。所以,鋼包包口維護得好壞對翻包倒渣影響較大,即對自開率的影響較大。
三是大包每次下線都對滑板進行檢查,利用氧槍進行吹掃,有時吹掃不干凈時,水口內(nèi)壁就會掛渣,導致自流率不高,需要進行捅眼或燒眼。
四是目前采用人工投擲引流劑(人工投包法),每次的準確率不一致,導致引流劑不能準確地投到水口中,添加量也有所不同。
人工投包法雖然具有操作簡便的優(yōu)點,但同時存在以下缺點:由于引流劑投到包底的具體位置由投擲力的大小和方向決定,操作者投包全憑經(jīng)驗,用力具有隨意性,故命中水口率不高,在生產(chǎn)中存在投包不到位的情況,更不能保證水口內(nèi)引流劑填實灌滿。若水口內(nèi)引流劑量不足,則出鋼時水口內(nèi)空位處進入鋼液;由于水口孔位置低于包底,故即使在鋼包吹氬過程中,水口內(nèi)鋼液亦不能參與大包內(nèi)鋼水的循環(huán)對流,仍滯留于水口,被引流劑吸熱,溫度逐漸降低,導致鋼液與砂粒黏結(jié)冷凝成塊,使引流劑流動性變差;當滑板打開后,引流劑自然下落極為困難,導致鋼包自開失敗。
五是引流劑的顆粒不穩(wěn)定。
六是影響自動開澆的其他因素如下:
(1)鋼種、鋼水黏稠度、出鋼溫度、時序等。
(2)水口座磚材質(zhì)。高鋁質(zhì)優(yōu)于鎂碳質(zhì),碳質(zhì)材料導熱性強,引流劑受熱就多,影響流動性。
(3)透氣磚性能。吹氬不達標會讓罐底形成鐵殼。
(4)滑板及機構(gòu)性能。
對策實施
原料的對比選擇
原料的選擇應(yīng)滿足以下4點要求:
(1)由于引流劑在鋼包水口中長時間處于高溫狀態(tài),要求燒結(jié)層的耐火度要高,因此原料選用鉻鐵礦。
(2)由于引流劑填入水口后直接受鋼,起始燒結(jié)溫度不宜過高,因此原料中需要添加助燒劑。
(3)引流劑在使用過程中承受較大的鋼水靜壓力,為防止棚料,需加入潤滑劑,以降低引流劑顆粒之間的摩擦力。
(4)在高溫作用下,鉻鐵礦脫熔后能在還原劑的作用下形成二次尖晶石,產(chǎn)生體積膨脹,有利于自開率的提高,因此原料需要加入還原劑。
對目前使用的供應(yīng)商的產(chǎn)品進行使用持續(xù)跟蹤,同時引進新的供應(yīng)商作為備用供應(yīng)商,對不同的產(chǎn)品首先進行外觀檢驗,選用表面比較光滑,有光澤,顆粒較均勻,表面炭黑較少的引流劑,此引流劑Cr2O3含量為25.49%,SiO2含量為29.90%,同時做好使用記錄。
操作方法持續(xù)改進
鋼包準備
從連鑄下線的鋼包必須將殘渣傾倒干凈,以防進入水口內(nèi)部。
清理水口內(nèi)部的殘渣
空包從鑄機上周轉(zhuǎn)回來時由大包工將包壁四周及水口座磚處的殘鋼或殘渣清理干凈,包壁四周的殘鋼如不清理干凈,在轉(zhuǎn)爐出鋼座罐時會出現(xiàn)震落,掉入水口中無法加砂。水口座磚滑板下水口處殘鋼必須全部燒洗干凈,不能燒洗或使用壽命到期的部件需及時更換。在燒洗殘鋼時應(yīng)做到從鋼包口上方及下水口方向雙向燒洗,以保證水口處通透。透氣磚吹風口必須燒洗出來,所有燒洗工作結(jié)束后滑板工關(guān)閉滑板并應(yīng)該多試幾次滑板。最后翻轉(zhuǎn)鋼包倒掉鋼包內(nèi)所有殘鋼。
加砂投料工作
用導管罐裝加引流劑,其操作方法是:先將下料管插入待灌砂水口孔內(nèi),將引流劑倒入料管上端的漏斗內(nèi),引流劑在自身重力的作用下沿料管內(nèi)壁落入水口內(nèi)。此法確保了灌砂準確到位和水口填充飽滿,為鋼包自開創(chuàng)造了條件。
根據(jù)水口座磚大小加量,加完后砂堆應(yīng)該高于鋼包底磚5cm~10cm形成山包狀。加砂工在加砂前應(yīng)仔細觀察水口情況,如有異物一律要求吊車翻轉(zhuǎn)鋼包倒掉,一旦水口有殘鋼,鑄機燒氧很難燒開。
就目前引流劑的情況,必須使用灌砂設(shè)備,主要作用:(1)提高灌砂的準確性;(2)減少每次的使用量,目前投擲2袋~3袋(10千克/袋),使用灌砂設(shè)備后,需要量在1.5袋;(3)減少水口內(nèi)壁的掛渣,提高自流率。
轉(zhuǎn)爐出鋼
(1)合金投放應(yīng)避開水口處,特別是含鋁合金,鋁的置換性極強,鋁和引流劑中的氧化物又最易發(fā)生反應(yīng),形成流動性極差的氧化鋁影響開澆。(2)轉(zhuǎn)爐出鋼時,出鋼口方向應(yīng)避開水口引流劑位置,防止鋼水沖刷到引流劑。
鑄機大包工操作
目前的操作是不一次性打開滑板或打開速度緩慢,一般出于以下2點考慮:(1)試探液壓機構(gòu)及滑板,擔心一次打開后無法控制出鋼流速。(2)擔心長水口下鋼不流暢返鋼。處理辦法如下:大包準備工在燒洗完水口后多試幾次液壓機構(gòu)及滑板,必要時更換。鑄機開澆前應(yīng)燒洗干凈長水口,避免長水口有異物堵塞造成返鋼。長水口下方應(yīng)高出中間包液面,待開澆順利后再下降鋼包回轉(zhuǎn)臺手臂。
大包工在開澆時應(yīng)做到下滑板一次性打開到位。一次性完全打開,引流劑完全流下,鋼水才有可能壓破引流劑和鋼水結(jié)合部位形成的熔融層,實現(xiàn)順利開澆。如果試探一次滑板,部分砂子流下破壞了熔融層,熔融層又和鋼水及砂子重新混合,會形成一些大的塊狀物堵塞上水口,難以自動開澆。
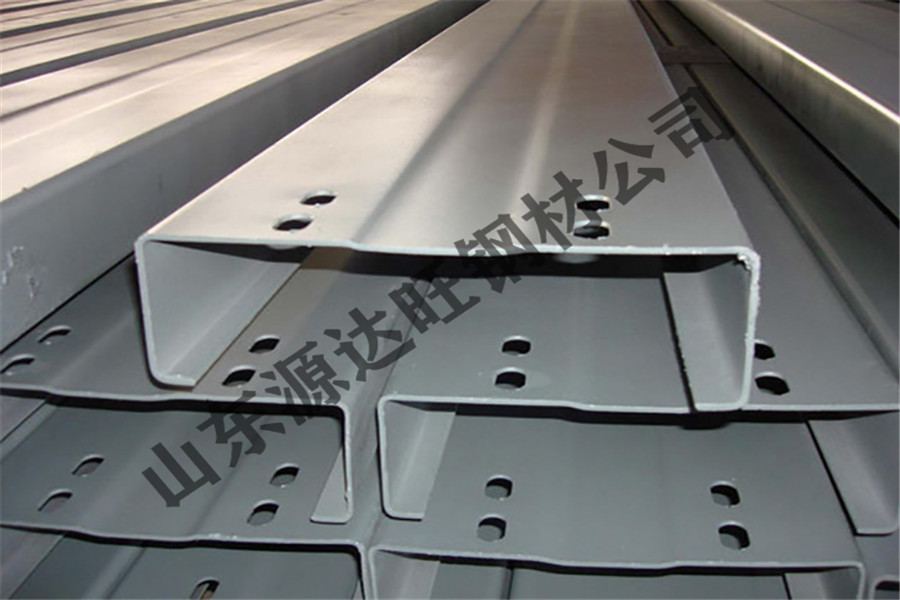
山東源達旺鋼材有限公司為一家專業(yè)致力于現(xiàn)貨、加工、銷售為一體的鋼材企業(yè)。本公司主要現(xiàn)貨銷售各種規(guī)格的沖孔C型鋼,鍍鋅C型鋼,熱鍍鋅C型鋼,Z型鋼,U型鋼,C型鋼檁條等產(chǎn)品。
我廠是華北地區(qū)型鋼現(xiàn)貨規(guī)格最齊全,最具有實力的現(xiàn)貨公司,產(chǎn)品規(guī)格全、成型好、撓度小、孔位準、角度直、平整度好!產(chǎn)品廣泛應(yīng)用于大型工業(yè)廠房、車間庫房以及高速公路護欄,特別是用于大跨度結(jié)構(gòu)或在地質(zhì)條件極差地區(qū)營建廠房。我公司與多家上市公司均有合作,并且全國各地發(fā)貨。
-
2024-02-27鍍鋅c型鋼沖孔來樣定制
-
2024-01-08分享:鍍鋅Z型鋼各種打孔方式
-
2022-12-01C型鋼切割超高壓水切割的優(yōu)點
-
2022-11-17如何切割不同厚度的H型鋼
-
2022-11-10鍍鋅H型鋼切割中激光切割的要點是什么?
-
2022-09-23h型鋼切割使用要點