- 鍍鋅Z型鋼現貨規格有哪些
- 沖孔Z型鋼來樣定制價格
- 鍍鋅c型鋼沖孔來樣定制
- 現貨沖孔C型鋼價格
- 鍍鋅c型鋼定制商家
- 鍍鋅Z型鋼加工方式
- 分享:鍍鋅Z型鋼各種打孔方式
- 鍍鋅C型鋼最新報價分析
- 消除h型鋼火焰切割缺陷的影響因素
- C型鋼切割超高壓水切割的優點
郵箱:648626788@qq.com
手機:15615948619
電話:0635-8819339
地址:山東省聊城市高新區九州街道華碩路1號院內2號廠房東區
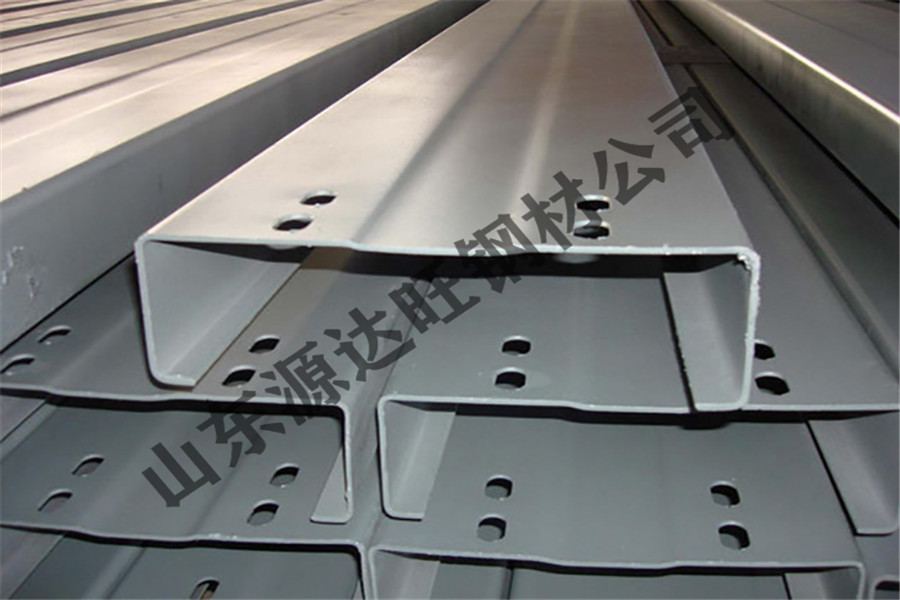
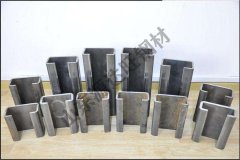
選擇c型鋼時應該注意什么
選擇c型鋼時應該注意什么
首先,基本調整。
1.參考點。

在第一個車輪和最后一個車輪(13個車道)的軸的同一端,用直尺測量垂直板的尺寸。使其數據相同。然后用一把尺子測量兩個軸的兩端和底梁的尺寸,使數據相同。
2、矯直和找平。
分別在第一根軸和最后一根軸的兩端,用細鋼絲將它們連接起來,并將其余11根軸調整到與兩根軸相同的高度。然后找到第一個車輪和最后一個車輪之間的中心,用細線前后對齊中心線,并調整其他11個車輪,使它們都在同一中心線上。
3.間隙調整。
根據帶鋼的厚度,使用測隙規調整每排軸上的上下輪之間的間隙,以達到所需的距離(帶鋼的厚度根據成品增加約30%)。
第二,單邊調整
1.調整進料垂直輪(一對在調平軸的前部,一對在后部),使進料順暢,帶材平直。軋制的帶鋼被整平并送到第一排軸。
2.帶鋼通過第一排軸后,調整第一排軸上的兩個車輪,使軋制的A側滿足要求(1.5-50px)。
3.啟動機器,在第二根軸上軋制帶鋼,并調整第二根軸的兩個車輪,使兩個車輪的外緣與第一個軸車輪的壓痕重合,以確保前后軋制車輪的壓痕一致。
4.重復步驟3,調整第三排軸輪。前三個輪子壓直。
第三,壓桿調整。
根據需要,調節螺釘可以上下移動,壓筋軸可以升降,達到目的。
四、乙側(腰圍高度)調整。
1.根據需要更換墊片來調整第五個滾輪,以達到所需的尺寸。注意左右中間。
2.根據調整A側的方法,依次將6號車道調整到9號車道.

3.調整垂直輪。
垂直輪的作用是拉直腰部,但是左右兩邊必須在中間調整,否則左右兩邊會彎曲。
五、甲側封閉頂。
第十至第十三個工序是使A面和B面成直角,即校正型鋼。主要注意的是,垂直輪的中心在左側和右側,頂部輪壓應該適中。如果太緊,型鋼會翹曲,受壓的小型鋼看起來不太好。使型鋼既美觀又平直主要是靠豐富的經驗。
第六,整形和整平。
如果型鋼的直邊調整不好,可以通過最后一道工序調整上下壓桿來達到目的。如果最后四輪調整得好,調整后基本上沒有必要調整調平。調整后的調平主要是為初始調節器準備的。
上述調整在出廠時已基本調整,但僅在測試機器時微調。平時更換隔套和使用時,注意自己就足夠了。
- 下一篇:C型鋼框架的形式和尺寸
- 上一篇:暫無
-
2024-02-27鍍鋅c型鋼沖孔來樣定制
-
2024-01-08分享:鍍鋅Z型鋼各種打孔方式
-
2022-12-01C型鋼切割超高壓水切割的優點
-
2022-11-17如何切割不同厚度的H型鋼
-
2022-11-10鍍鋅H型鋼切割中激光切割的要點是什么?
-
2022-09-23h型鋼切割使用要點