- 鍍鋅Z型鋼現貨規格有哪些
- 沖孔Z型鋼來樣定制價格
- 鍍鋅c型鋼沖孔來樣定制
- 現貨沖孔C型鋼價格
- 鍍鋅c型鋼定制商家
- 鍍鋅Z型鋼加工方式
- 分享:鍍鋅Z型鋼各種打孔方式
- 鍍鋅C型鋼最新報價分析
- 消除h型鋼火焰切割缺陷的影響因素
- C型鋼切割超高壓水切割的優點
郵箱:648626788@qq.com
手機:15615948619
電話:0635-8819339
地址:山東省聊城市高新區九州街道華碩路1號院內2號廠房東區

品牌:
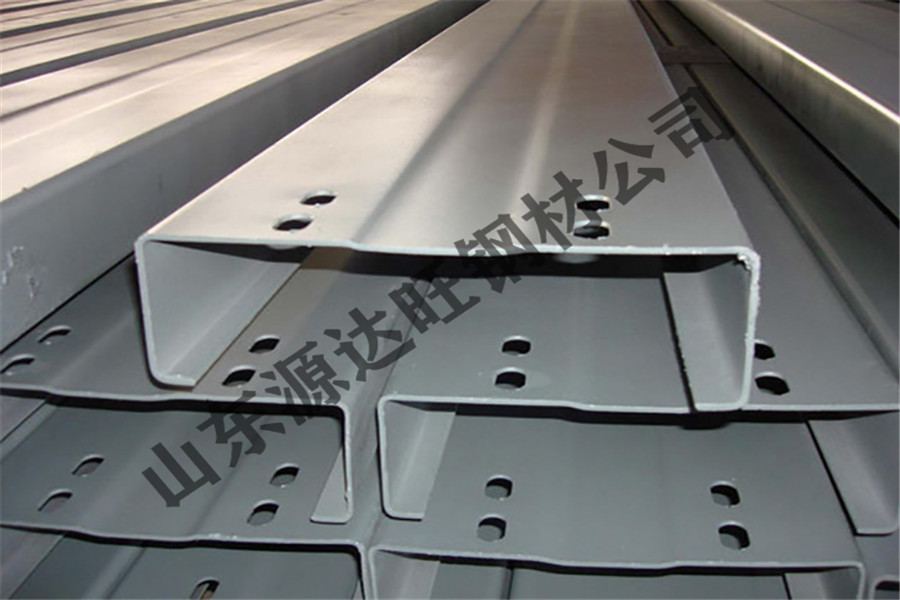
類別:鍍鋅z型鋼
鍍鋅Z型鋼焊接的要點及注意事項 1.應采用具有垂直外部特性的電源,DC應采用正極性(焊絲連接負極)。 2.一般適用于6mm以下的薄板焊接,具有焊縫成形美觀、焊接變形小的特點。 3.保護...
1.應采用具有垂直外部特性的電源,DC應采用正極性(焊絲連接負極)。
2.一般適用于6mm以下的薄板焊接,具有焊縫成形美觀、焊接變形小的特點。
3.保護氣體是純度為99.99%的氬氣。當焊接電流為50-50 A時,氬氣流量為8-0 L/min,當電流為50-250 A時,氬氣流量為2-5 L/min。
4.鎢電極從氣體噴嘴伸出的長度最好為4-5~6mm,在角焊等屏蔽不良的地方為2-3 mm,在深槽的地方為5-6 mm,從噴嘴到工件的距離一般不超過5mm。
5.為了防止焊接氣孔、任何鐵銹、油污等的發生。焊接上的零件必須清理干凈。
6.焊接普通鋼時,焊接電弧長度宜為2 ~ 4毫米,焊接Z形鋼時,焊接電弧長度宜為~ 3毫米。如果太長,保護效果不好。
7.打底時,為了防止底部焊道的背面被氧化,背面也需要用氣體保護。
8.為了用氬氣很好地保護焊池,便于焊接操作,鎢極中心線與焊接位置的工件一般應保持80 ~ 85度角,填充絲與工件表面的夾角應盡可能小,一般為0度左右。
9.防風和通風。有風的地方,請采取措施堵塞網,并在室內采取適當的通風措施。






-

微信公眾號
-
微信公眾號
全國服務熱線:
0635-8819339
地址:山東省聊城市高新區九州街道華碩路1號院內2號廠房東區
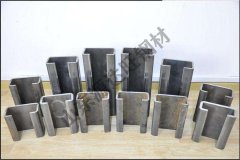
山東源達旺鋼材公司現貨銷售優質Q215.Q235.Q345C型鋼,Q215.Q235.Q345Z型鋼,U型鋼等板材,規格齊全,價格優惠,本公司承諾假一賠十,高質量的產品獲得客戶一致好評,銷售至全國:浙江、上海、天津、遼寧 云南、廣西、廣東、安徽、北京、新疆、重慶、湖南、湖北、河北、青海 甘肅、陜西、西藏、貴州、四川、海南、黑龍江、內蒙古、山東、福建 江西、江蘇、河南、寧夏、吉林、山西、大同、哈爾濱、成都等各大城市,歡迎來電咨詢!

Copyright ? 山東源達旺鋼材有限公司 版權所有 備案號:魯ICP備19031413號-4 XML地圖